56
Samonośne hale łukowe
x x x
Estetyka i wyposażenie
Elementy systemów łukowych hal samonośnych wykonuje się ze stali
ocynkowanej lub pokrytej alucynkiem i powleczonej lakierem ochronnym.
Panele dostępne są w szerokiej gamie kolorystycznej, co umożliwia dobór
odpowiedniej barwy – w przypadku rozwiązań dwupowłokowych zarówno
powłoki zewnętrznej, jak i wewnętrznej. Samonośne hale łukowe mogą
być wyposażone w świetliki dachowe oraz naświetla z poliwęglanu wie-
lokomorowego lub szkła bezpiecznego. Można w nich również monto-
wać różnego typu bramy (zwykle przesuwne lub segmentowe) – w ścianie
czołowej i w samej powłoce hali. Obiekty mogą być ogrzewane np. za
pomocą pomp ciepła lub innych dostępnych nośników energii.
x x x
Budowa hali łukowej systemu ABM 120
Poniżej zwięźle przedstawiono budowę hali na przykładzie systemu
ABM 120. W pierwszym etapie należy wykonać fundamenty.
Powłoka łukowa – w zależności od koncepcji architektonicznej obiektu –
może zostać oparta bezpośrednio na ławach fundamentowych (fot. 5),
ścianach (fot. 3), a także palach lokalizowanych pod słupami wspor-
nikowymi. Kolejnym etapem jest montaż elementów samonośnego
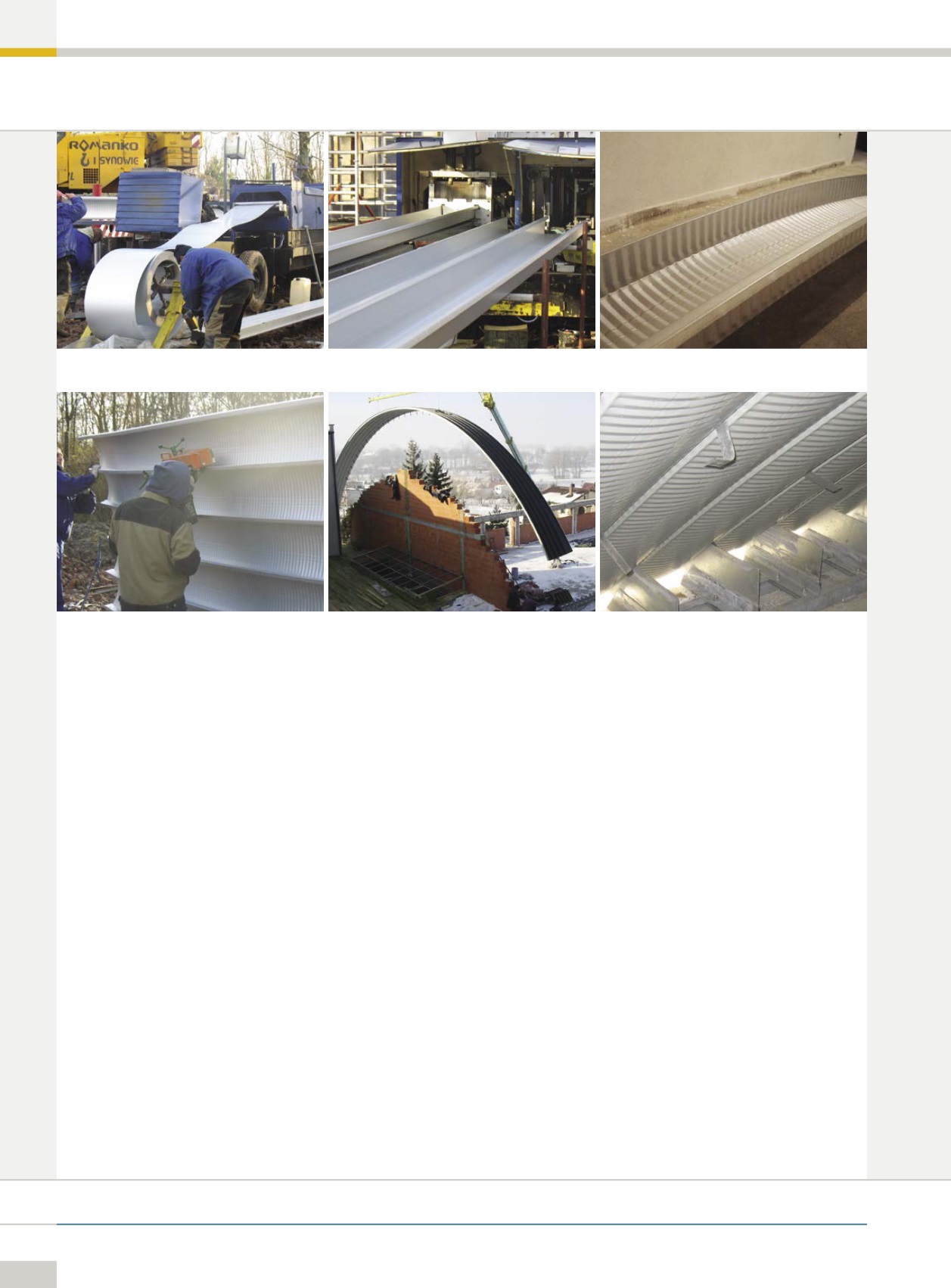
dachu łukowego. Na plac budowy przywożona jest maszyna ABM
MIC 120 służąca do prefabrykacji paneli. Materiał wsadowy stanowi
zwinięta w kręgi blacha o grubości 1 i szerokości 600 mm gatunku
S280GD lub S320GD. Krąg wprowadzany do maszyny (fot. 9) wygi-
nany jest w tzw. panel prosty (fot. 10) o przekroju w kształcie litery U;
urządzenie automatycznie przycina profil do wymaganej długości.
Następnie przenosi się go na sąsiednie stanowisko i ponownie wpro-
wadza do tej samej maszyny, która wygina go w łuk (fot. 11). Po wygię-
ciu powierzchnia paneli jest poprzecznie pofalowana (karbowana).
W dalszej kolejności poszczególne panele są łączone w segmenty mon-
tażowe. W technologii ABM odbywa się to poprzez zagięcie zamka
specjalną zagniatarką (fot. 12). Segment montażowy – złożony prze-
ważnie z sześciu paneli złączonych ze sobą na ziemi – jest podnoszony
dźwigiem i ustawiany na podporach w miejscu docelowym (fot. 13).
Powłokę łączy się z fundamentem poprzez przykręcenie śrubami do
blach (fot. 14). Połączenie poszczególnych segmentów montażowych
hali wykonuje się z wykorzystaniem maszyny zaciskowej.
W efekcie tych prac powstaje szczelna hala o rozpiętości do 20 m.
Szacunkowa trwałość przekryć wykonywanych w technologii ABM 120
wynosi do 25 lat, pod warunkiem właściwego użytkowania. Hale te
mogą być z powodzeniem wykorzystywane jako budynki inwentarskie,
magazyny, hale produkcyjne.
x x x
Podsumowanie
W artykule przedstawiono wybrane systemy budowy samonośnych łuko-
wych hal i wiat. Istnieje jeszcze wiele innych, które bazują na podobnych
konstrukcjach. Nie ma lepszego czy gorszego rozwiązania technicznego,
wszystkie one spełniają warunki bezpiecznego użytkowania dla zakresu
ich maksymalnych rozpiętości. Wybór systemu, w którym ma być wyko-
nana hala czy wiata łukowa, zwykle jest uwarunkowany ceną, wyma-
ganą rozpiętością oraz subiektywnym poczuciem estetyki inwestora.
Literatura
1. www.micindustries.com
2. www.huprohaly.sk
3. www.tgbuildings.com
4. www.peneder.com
fot. R. Cybulski
Fot. 9. Wprowadzanie wstęgi blachy do giętarki
fot. R. Cybulski
Fot. 10. Powstawanie panelu prostego
fot. R. Cybulski
Fot. 11. Pojedynczy panel wygięty w łuk
fot. R. Cybulski
Fot. 12. Łączenie pojedynczych paneli
fot. R. Cybulski
Fot. 13. Ustawianie segmentu montażowego
fot. R. Cybulski
Fot. 14. Montaż powłoki do ściany lub fundamentu


