Zabezpieczenia antykorozyjne stalowych konstrukcji wsporczych sieci elektroenergetycznych
98
• dopuszczenie przez normę PN-EN ISO 1461 obszarów nie-
ocynkowanych, których łączna powierzchnia może wynosić
do 0,5% powierzchni całkowitej, a pojedynczy brak pokrycia do
10 cm
2
. Co prawda norma nakłada obowiązek wykonania odpo-
wiednich napraw przy pomocy farb cynkowych, ale praktyka
w tym zakresie bywa bardzo różna;
• proces jest skomplikowany w realizacji w miejscach trudno
dostępnych, np. przestrzenie częściowo zamknięte, otwory, gwinty;
• estetyka – początkowo powierzchnie ocynkowane są srebrne
i błyszczące, ale z czasem stają się szare, miejscami pokryte tzw.
białą rdzą lub brązowymi zaciekami pochodzącymi z korozji stali.
Oczywiście zagadnień związanych z zaletami i wadami cynko-
wania ogniowego jest znacznie więcej, ale wniosek jest jeden –
będzie ono naprawdę skuteczne, jeżeli zostanie połączone
z zabezpieczeniem powłokowym wykonanym za pomocą odpo-
wiednio dobranych i nałożonych farb. Jednak przed omówie-
niem procesu malowania, zarówno stali ocynkowanej, jak i tzw.
czarnej, warto się przyjrzeć kategoriom korozyjności. Sieci ener-
getyczne przebiegają na ogół przez bardzo zróżnicowane tereny
i narażenia korozyjne nie są jednakowe na całej ich trasie. Usta-
lenie kategorii środowiska korozyjnego ma podstawowe zna-
czenie dla doboru poprawnego systemu zabezpieczenia anty-
korozyjnego. Kategorie te zdefiniowano w normie PN-EN ISO
12944-2:2018, na jej podstawie opracowano tab. 1.
Malowanie powierzchni ocynkowanych zostanie opisane w dal-
szej części artykułu, najpierw należy przybliżyć proces malowania
stali nieocynkowanej, tzw. czarnej.
Przygotowanie stali do malowania opisano w normie PN-EN
ISO 12944-4 „Farby i lakiery. Ochrona przed korozją konstruk-
cji stalowych za pomocą ochronnych systemów powłokowych.
Część 4: Rodzaje powierzchni i sposoby przygotowania powierzchni”
i w grupie czterech norm PN (EN) – ISO 8501 zatytułowanych
„Przygotowanie podłoży stalowych przed nakładaniem farb i podob-
nych produktów. Wzrokowa ocena czystości powierzchni”:
• PN-EN ISO 8501-1:2008 „Stopnie skorodowania i stopnie
przygotowania niepokrytych podłoży stalowych oraz podłoży sta-
lowych po całkowitym usunięciu wcześniej nałożonych powłok” –
norma jest niezbędna do oceny przygotowania stali przed
malowaniem pierwotnym lub w przypadku malowania renowa-
cyjnego, w którym zamierza się usunąć wszystkie stare powłoki
1
;
• PN-EN ISO 8501-2:2011 „Stopnie przygotowania wcześniej
pokrytych powłokami podłoży stalowych po miejscowym usu-
nięciu tych powłok” – norma powinna być uwzględniana przy
pracach renowacyjnych; dotyczy to szczególnie miejsc, gdzie
z powodu lokalnych uszkodzeń korozyjnych lub mechanicznych
było niezbędne miejscowe usunięcie powłok ochronnych;
• PN-EN ISO 8501-3:2008 „Stopnie przygotowania spoin, kra-
wędzi i innych obszarów z wadami powierzchni” – norma dotyczy
obróbki stali przed czyszczeniem, mającej na celu odpowiednie
przygotowanie spawów, krawędzi, otworów itp., mogących mieć
wpływ na lokalne przecienienia powłoki malarskiej, czyli takich
miejsc, które najłatwiej korodują;
• PN-EN ISO 8501-4:2008 „Stany wyjściowe powierzchni, stop-
nie przygotowania i stopnie rdzy nalotowej związane z czyszcze-
niem strumieniem wody pod wysokim ciśnieniem” – norma przy-
datna tam, gdzie główną metodą przygotowania powierzchni
jest mycie wodą; w zależności od stosowanych ciśnień można
usunąć:
– tylko powłoki słabo związane z podłożem lub poprzednią
warstwą farby,
– warstwy nawierzchniowe w systemach wielowarstwowych,
– wszystkie farby aż do podłoża.
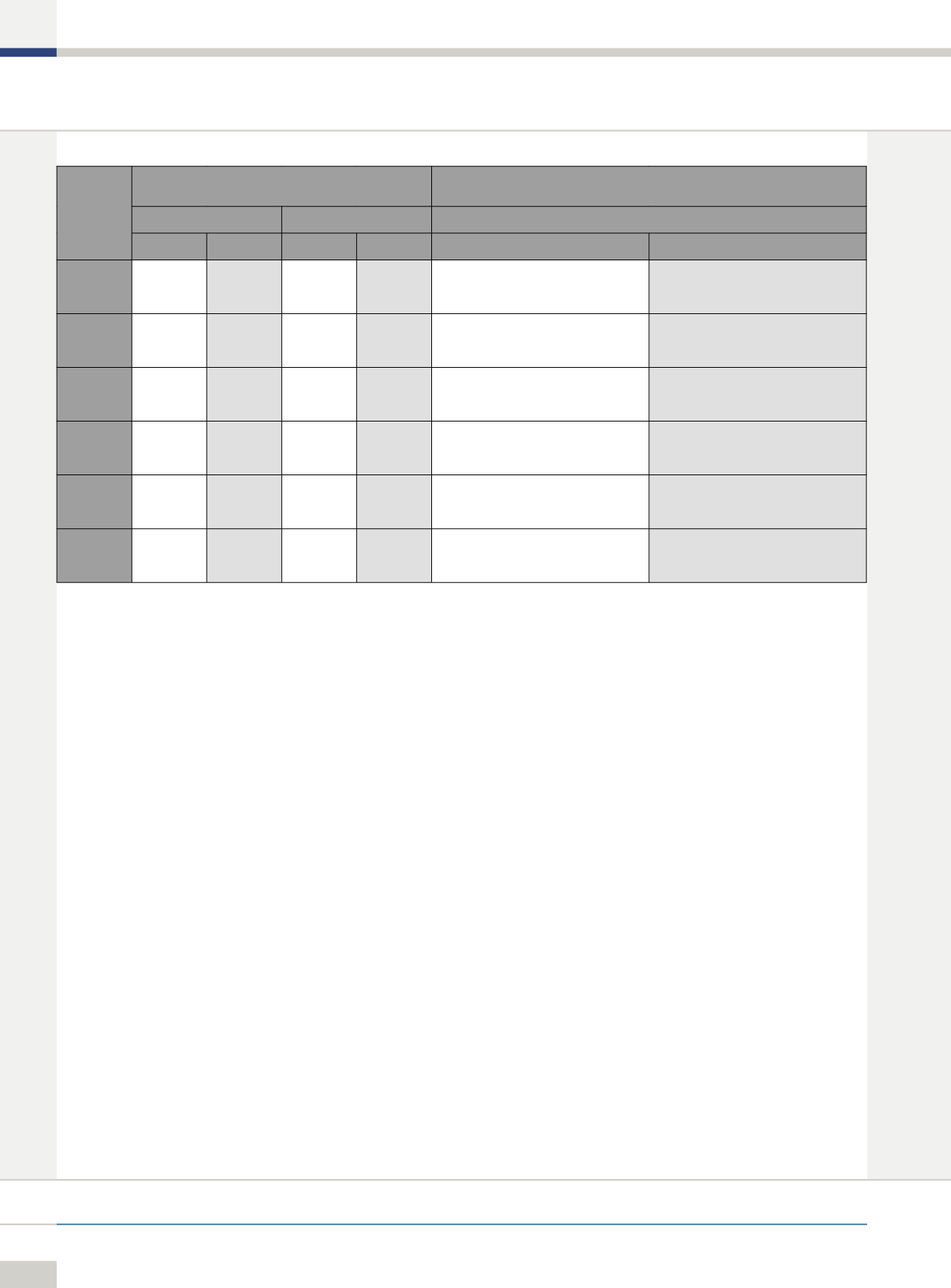
Tab. 1. Kategorie środowiska korozyjnego
Kategoria
korozyjna
Ubytek masy na jednostkę powierzchni
i grubości po pierwszym roku ekspozycji
Przykłady typowych środowisk w klimacie umiarkowanym (dane orientacyjne)
Stal węglowa
Cynk
Umiejscowienie
[g/m
2
]
[mm]
[g/m
2
]
[mm]
Na zewnątrz
Wewnątrz
C1 – bardzo
mała
<10
<1,3
<0,7
<0,1
–
budynki ogrzewane z czystą atmosferą, np. sklepy,
szkoły, hotele
C2 – mała
>10–200
>1,3–25
>0,7–5
>0,1–0,7
atmosfera z małą zawartością zanieczyszczeń;
głównie tereny wiejskie
budynki nieogrzewane z możliwością kondensacji
wilgoci, np. magazyny, hale sportowe
C3 – średnia
>200–400
>25–50
>5–15
>0,7–2,1
atmosfera miejska i przemysłowa, średnio
zanieczyszczona SO
2
; rejony przybrzeżne o małym
zasoleniu
pomieszczenia wytwórcze o wysokiej wilgotności
i nieco zanieczyszczonym powietrzu, np. produkcja
środków spożywczych, browary, pralnie, mleczarnie
C4 – duża
>400–650
>50–80
>15–30
>2,1–4,2
rejony przemysłowe i nadmorskie o średnim
zasoleniu
zakłady chemiczne, baseny, statki morskie i żeglugi
przybrzeżnej
C5 – bardzo duża
>650–1500
>80–200
>30–60
>4,2–8,4
rejony przemysłowe o wysokiej wilgotności
powietrza i agresywnej atmosferze oraz przybrzeżne
o znacznym zasoleniu
budynki o permanentnej kondensacji wilgoci
i wysokim zanieczyszczeniu powietrza
CX – ekstremalna
>1500–5500
>200–700
>60–180
>8,4–25
konstrukcje pracujące w morzu, obiekty przemysłowe
o bardzo agresywnej atmosferze i wysokiej
wilgotności, atmosfery tropikalne i subtropikalne
obiekty przemysłowe o bardzo wilgotnej
i agresywnej atmosferze


