warsztat architekta
prezentacje
36
jednostka eksperymentalna
11-13.
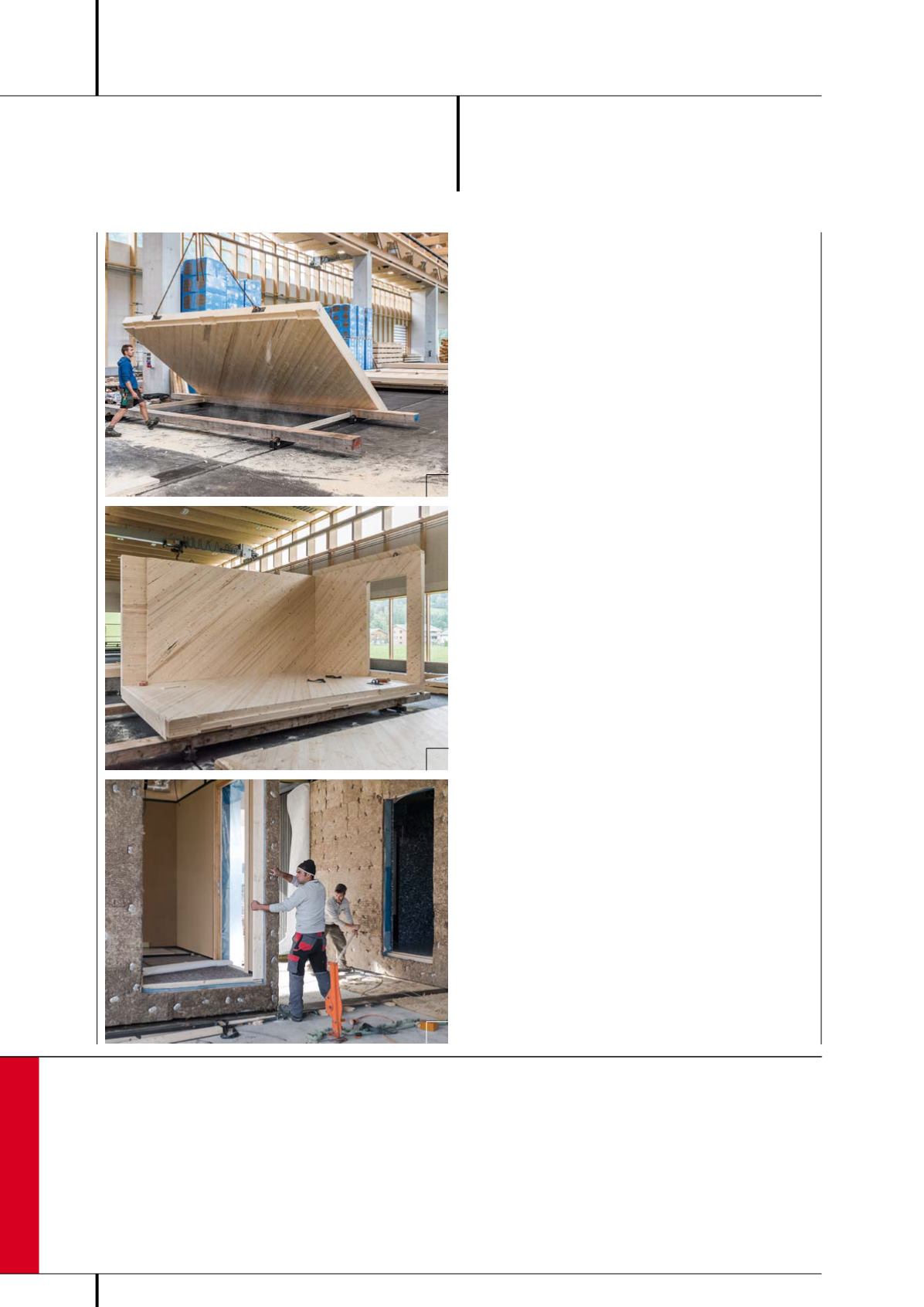
Produkcja modułów jed-
nostki UMAR w fabryce Kaufmann
Zimmerei und Tischlerei w Austrii,
fot. 11, 12 © Siegfried Maeser;
fot. 13 © Empa
14.
Na placu budowy należało
tylko zamontować gotowe moduły
oraz podłączyć zainstalowane
już instalacje, fot. © Wojciech
Zawarski
15, 16.
Aksonometria pojedyncze-
go modułu UMAR, il. Werner Sobek
mit Dirk E. Hebel und Felix Heisel
jest więc minimalna. W ramach prowadzonych badań użytkow-
nicy modułu noszą na sobie sensory optyczne, które rejestrują
natężenie światła i stopień olśnienia – gdy dopuszczalna wartość
zostanie przekroczona, system elektroniczny uruchamia role-
ty przeciwsłoneczne. Zimą specjalna struktura wewnętrznej
powłoki szkła kieruje padające pod niewielkim kątem promienie
słoneczne na sufit, co równomiernie rozświetla pomieszczenie
i umożliwia jego nagrzewanie. Latem ta sama powłoka odbija
padające pod dużym kątem promienie słoneczne, zapobiegając
w ten sposób przegrzewaniu się pomieszczenia.
Moduł DFAB
DFAB House o powierzchni 80 m
2
przekryty stropem z lek-
kiego, wysokowartościowego betonu wylewanego warstwami
w piaskowych formach wydrukowanych na wielkoformatowej
drukarce 3D i pokrytych stalowymi włóknami zbrojeniowymi
to ostatni z modułów zamontowanych na budynku NEST.
Montaż szalunków jest najbardziej pracochłonną częścią pro-
cesu realizacji konstrukcji żelbetowych, tym bardziej jeżeli
zbudowane są one z niestandardowych elementów. Ponieważ
beton jest łatwo dostępnym materiałem, istnieje pokusa reali-
zacji jednakowych stropów niezależnie od sytuacji projektowej,
jednak wiąże się to z dużym zużyciem materiału i w efek-
cie – znacznym śladem węglowym. Przy tworzeniu modułu
wykorzystano technologię realizacji sterowanej cyfrowo: formę
poszczególnych elementów szalunkowych dostosowywano już
na etapie projektowania do odpowiadających im fragmentów
stropu i jednocześnie optymalizowano, zapewniając właściwą
sztywność przy mniejszym zużyciu materiału. W przypadku
druku 3D nie ma znaczenia stopień geometrycznej złożoności
elementów, nie wpływa to również na koszty – drukarka po
prostu tworzy zadaną jej cyfrowo formę.
Jedenaście sekcji stropu wylewano w formach na terenie
warsztatu i po 11 tygodniach wiązania betonu przetranspor-
towano na miejsce budowy, gdzie zostały zamontowane na
ścianie nośnej i sprężone. Kanały na kable sprężające, tryskacze
i oświetlenie wykonano na etapie prefabrykacji.
Do wymodelowania stropu projektanci stworzyli specjalne
oprogramowanie uwzględniające nie tylko uwarunkowania
statyki konstrukcji lecz również realizacyjne (np. naprężenia
nietypowe występujące podczas transportu i montażu). Strop
w najcieńszym miejscu ma zaledwie 2 cm grubości i przy
15 tonach jest lżejszy ponad dwukrotnie od typowego stropu,
jaki tradycyjnymi metodami dałoby się wykonać w tej sytuacji.
13
11
12


