Zabezpieczenia przeciwkorozyjne i ogniochronne hal stalowych
56
środowiska korozyjnego, na jakie będzie narażona konstrukcja
zgodnie z PN-EN ISO 12944-2. Zdefiniowano ich sześć w zależno-
ści od szybkości postępowania korozji mierzonej ubytkiem stali lub
cynku. Kategoria C1 to wnętrze budynków ogrzewanych, w których
ubytek masy w ciągu roku nie przekracza 10 g/m
2
powierzchni stali,
a kategoria CX – to najbardziej agresywne środowisko morskie
i przemysłowe, gdzie wynosi on powyżej 1500 g/m
2
. Większość hal
stalowych pracuje w środowiskach C2 i C3, tzn. o małym i średnim
narażeniu na korozję, ale oczywiście są wyjątki wynikające z prze-
znaczenia i miejsca posadowienia obiektów. Określenie kategorii
korozyjności jest ważne, bo od niej będzie zależał poprawny dobór
systemu ochronnego – rodzaju i grubości powłok malarskich.
Dalszym etapem projektu jest weryfikacja rozwiązań konstrukcyj-
nych pod względem poprawności oczyszczenia i zabezpieczenia ele-
mentów. Niestety w odniesieniu do ochrony przed korozją błędy
popełniane są tak często, że opracowano normę zalecającą okre-
ślone rozwiązania projektowe, ułatwiające poprawne zabezpieczenie
konstrukcji, i zakazującą tych „sprzyjających korozji” – PN-EN ISO
12944-3 (fot. 1).
W przypadku ochrony przed korozją błędy konstrukcyjne mają zna-
czący wpływ na trwałość konstrukcji. Dla zabezpieczeń ogniochron-
nych te błędy mogą być bardziej groźne i uniemożliwiać zabezpie-
czenie konstrukcji przed skutkami pożaru. Oglądając projekty hal
przeznaczonych do zabezpieczenia ogniochronnego, bardzo czę-
sto odnosi się wrażenie, że projektant uznał, iż wystarczy konstruk-
cję pomalować farbą, która ma odpowiednie dokumenty potwier-
dzające jej przydatność do ochrony, np. na R30, i na tym zakończył
temat. Niestety to dość częsty błąd, ponieważ nie każdą konstruk-
cję można w taki sposób zabezpieczyć. Konstruktor, który ma świa-
domość, że projektuje konstrukcję przeznaczoną do biernego zabez-
pieczenia ogniochronnego, powinien wiedzieć, w jakim zakresie
masywności elementów konstrukcyjnych może się poruszać. Przy
obliczeniach musi też uwzględnić sprawę temperatur krytycznych.
Wraz ze wzrostem temperatury stal traci parametry nośne, np. przy
ok. 570ºC jest w stanie przenieść tylko połowę obciążenia przeno-
szonego w 20ºC.
Poszukując materiałów do zabezpieczenia ogniochronnego, trzeba
przygotować wykaz elementów konstrukcyjnych z określeniem założo-
nej temperatury krytycznej, z podaniem ich masywności i funkcji
w konstrukcji (belki lub słupy). Konstrukcje „nadmiernie odchudzone”
są z reguły zbyt wiotkie i nie da się ich zabezpieczyć przed skutkami
pożaru przy pomocy farb, okładzin lub natrysków ogniochronnych.
Projekt powinien także zawierać ogólne zalecenia dotyczące przygo-
towania powierzchni i doboru odpowiedniego systemu malarskiego
(według normy PN-EN ISO 12944-5). Są one ściśle powiązane ze
wspomnianą wcześniej kategorią korozyjności i zakładanym okre-
sem trwałości systemu, który może być:
• krótki – do 7 lat,
• średni – od 7 do 15 lat,
• długi – od 15 do 25 lat,
• bardzo długi – powyżej 25 lat.
Dla środowisk korozyjności C2 i C3 zaleca się systemy malarskie
z farb na bazie żywic alkidowych, akrylowych, epoksydowych i poliu-
retanowych, nanoszone 1–3 warstwami na grubość NDFT
5
od
80 µm w środowisku o korozyjności C1 i C2 przy krótkiej trwałości,
aż do 260 µm – dla trwałości bardzo długiej w środowisku C3.
Grubości powłok są również uzależnione od rodzajów żywic oraz pig-
mentu antykorozyjnego w podkładzie. Przy trwałości bardzo długiej,
w środowisku C3, stosując podkład pigmentowany cynkiem oraz
kolejne powłoki epoksydowe i poliuretanowe (opcjonalnie akrylowe),
wystarczy NDFT 200 µm, a system o porównywalnej trwałości z farb
na bazie żywic alkidowych lub akrylowych musi mieć NDFT 260 µm.
x x x
Przygotowanie powierzchni
O skuteczności zabezpieczenia antykorozyjnego decyduje dobór
materiałów oraz ich właściwe zastosowanie. W przypadku farb ważne
jest odpowiednie przygotowanie powierzchni i warunki aplikacji. Kon-
strukcja stalowa wymaga dwóch etapów prac przed malowaniem:
• właściwego przygotowania spawów, krawędzi i usunięcia ewentual-
nych wad z powierzchni stali. Szczegółowo zostało to ujęte w normie
PN-ISO 8501-3. W skrócie chodzi o usunięcie w odpowiedni sposób
wad spawalniczych, takich jak wżery, podtopienia czy rozpryski, oraz
sfazowanie (lub lepiej zaokrąglenie) wszystkich ostrych krawędzi;
• oczyszczenia stali i nadania powierzchni odpowiedniego profilu
umożliwiającego dobre „zakotwienie się” farb w podłożu. W przy-
padku elementów o ściankach grubszych
6
niż 3 mm najlepsze efekty
daje obróbka strumieniowo-ścierna. Zdecydowana większość pro-
ducentów farb zaleca stopień czystości Sa 2½ (PN-ISO 8501, fot. 2)
przy profilu chropowatości pośrednim (PN-ISO 8503-2). Elementy
o cieńszych ściankach niż 3 mm mogłyby ulec uszkodzeniu podczas
obróbki strumieniowo-ściernej, dlatego trzeba je przygotowywać
poprzez szlifowanie lub obróbkę chemiczną.
fot. M. Jaczewski
Fot. 2. Kontrola chropowatości powierzchni stali po obróbce strumieniowo-ściernej
fot. M. Jaczewski
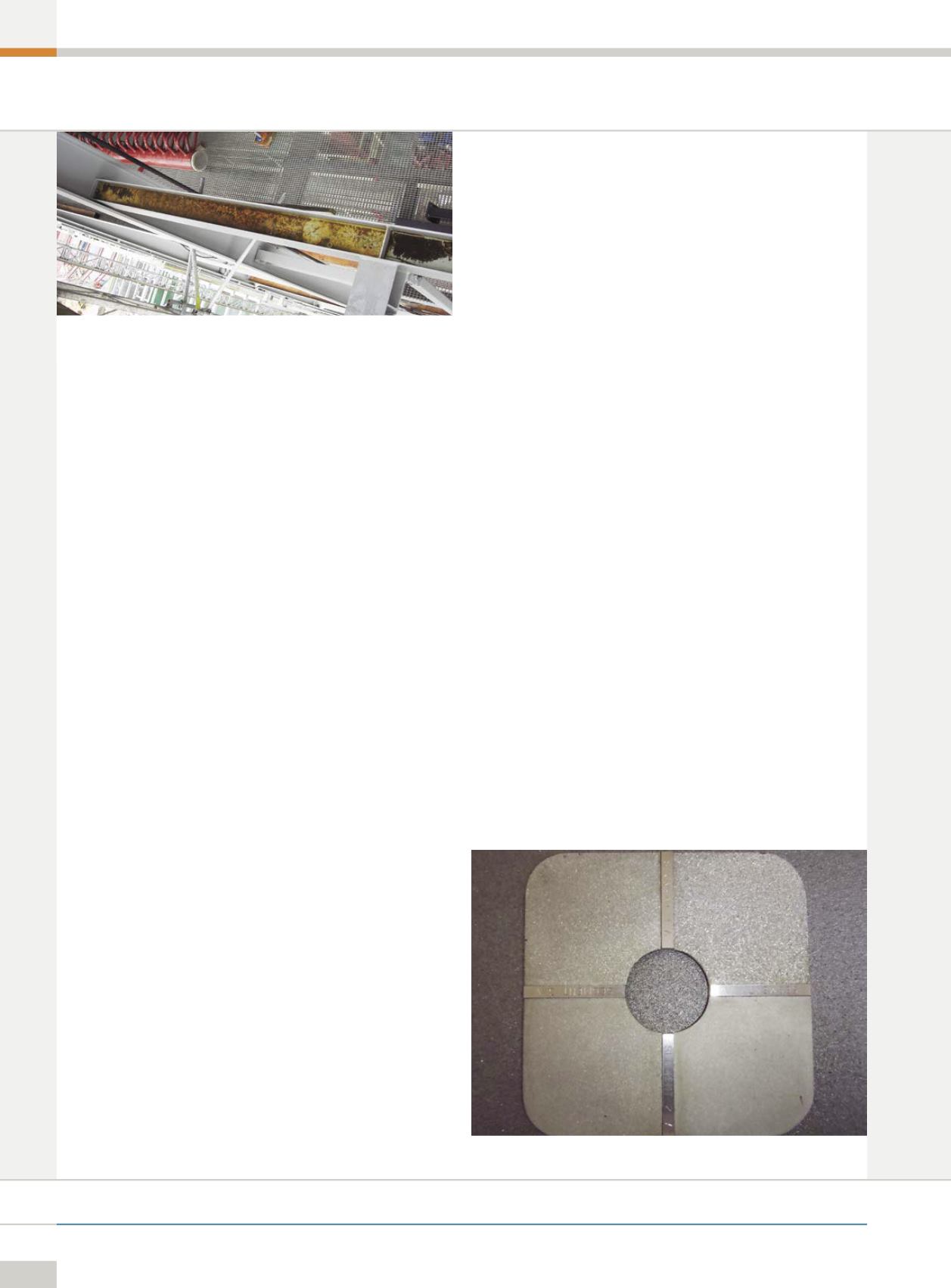
Fot. 1. Pułapka wodna należy do częstych błędów projektowych – zbierająca się
w kształtowniku woda opadowa powoduje postępującą korozję elementu


